福田メタルのエッジテーパースリット加工
エッジテーパースリット加工は
福田メタルにお任せください
タブリード材とは?
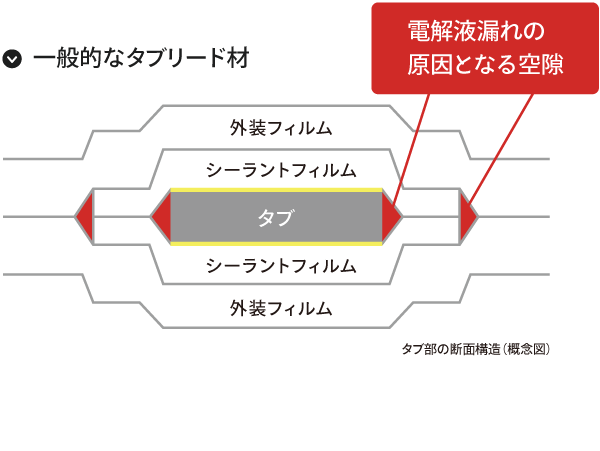
タブリード材とはEV(電気自動車)電池用のパウチ型電池に用いられる素材です。
タブリード材は自動車向けに電池容量を増やすために板厚が厚くなる傾向があり、厚みにより生じたシーラントフィルムの溶着部分の隙間から、電解液の液漏れが発生するという問題が起きます。
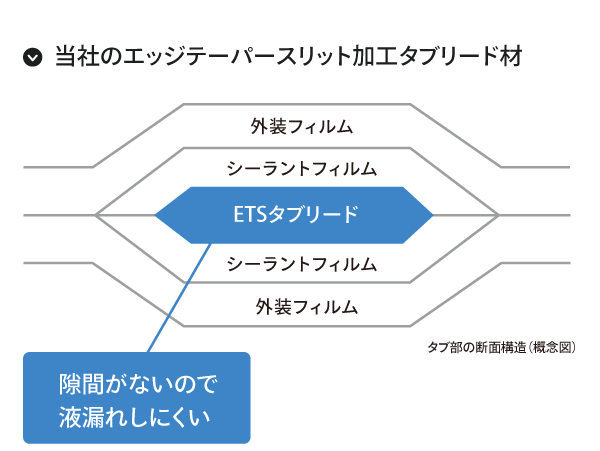
そこで当社が開発したのがタブリード材へのエッジテーパースリット加工です。
材料の両エッジ部分にテーパーを付けてシーラントフィルム溶着することで、隙間を無くし、液漏れを防ぎます。
当社ではスリット加工と併せてテーパー加工をおこなうことができるため、品質+コストの両面でメリットをご提供します。
technology 福田メタルの加工技術
福田メタルのエッジテーパースリット加工
福田メタルでは、長年培ったスリット加工の技術を用い、スリットとエッジテーパーを一つにしたエッジテーパースリット加工を開発。洗浄や焼鈍の工程が必要なく、工程数が少ないため、費用の面でも生産性の面でも従来品より優れています。
また、圧延処理に比べてもテーパーし始めのバリや膨らみがなく、タブリード材とシーラントフィルムの溶着部分に隙間が生じにくいため、電解液の漏出懸念も抑えられます。
従来のテーパー加工
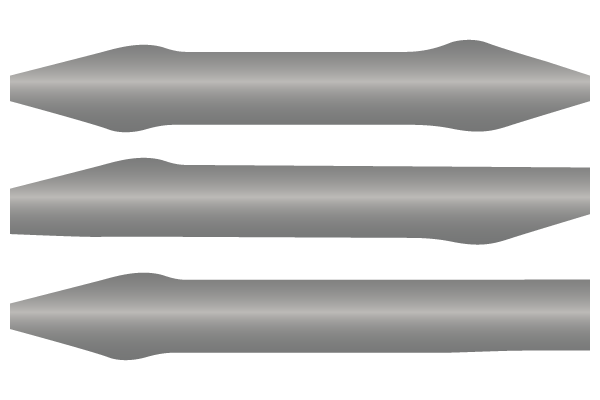
- 上下左右にばらつきが出る
- 厚みが均一でない
- テーパーの始まりに膨れが生じる
福田メタルのエッジテーパースリット加工

上下左右にばらつきがなく、均一な仕上がり
従来の加工方法との比較
| エッジテーパー スリット加工 | 片側圧延 | 全面圧延 | 切削 | |
|---|---|---|---|---|
| 工程数 | 1工程 | 6工程 | 3工程 | 2工程 |
| 生産性 | ◎ | ○ | △ | △ |
| 歩留り | ○ | △ | △ | ○ |
| 費用 | ◎ | ○ | △ | △ |
| 電解液漏れへの対応 | ◎ | × | × | × |
| テーパー加工精度 | ◎ | × | × | ◎※工程になし |
| コンタミ混入 | ◎ | ◎ | ◎ | × |
[片側圧延] 母材 → スリット → 片側圧延(エッジテーパー)2面~4面 → 洗浄 → 焼鈍 → 製品
[全面圧延] 母材 → スリット → 圧延(エッジテーパー) → 洗浄 → 焼鈍 → 製品
[切削] 母材 → 切削 → 洗浄 → 製品
[エッジテーパースリット加工] 母材 → エッジテーパースリット → 製品
スリット+テーパー加工を1工程化!
安定した品質と
高い量産性
短納期対応
横持運賃の改善
一元管理による
高い品質管理体制
- 圧延加工と比較して、テーパーし始めのふくれがない
- 切削加工と比較して、金属粉などのコンタミ混入がない
quality 福田メタルの品質管理
品質方針
当社は非鉄コイル材のスリット加工において、製品(物、サービス)の質、業務の質を高め、顧客満足の充足を図ります。
私たちは、常にお客様のニーズを的確に捉え、それに確実にこたえます。また法律・規制を遵守し、継続的な改善を行ってまいります。

品質への取り組み
当社は、毎年品質に関わる目標を主軸として、品質に関わる設備、治工具、作業環境、及びQC改善活動に全社員一丸となり取り組んでおります。
管理体制
品質保証部を中心に、工程管理、品質検証、品質改善の3事項の観点から、作業標準の整備、OJT教育、設備管理、是正管理に注力しております。
- お客様視点で品質を追求し安心を支える品質確保に努めます。
- 協力会社と共に、未来を見据えた常に新しい情報を集め最善の機械、治工具を使用し高い加工精度の維持向上を追求します。
- 品質管理・品質保証体制の維持向上に努め、品質向上活動に継続的に取り組みます。
設備
設備に関しては、出来るだけ再現性を確保し、加工品質の安定を図るべく、機械的改善を機械メーカーと協力し進めており、治工具に関しては、設備に追従した現場サイドからの声を反映し、より現場主体な整備改善に取り組んでおります。
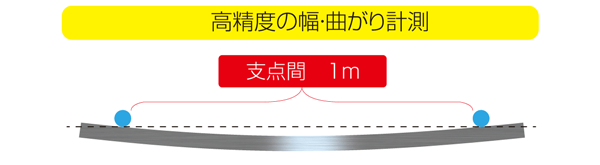
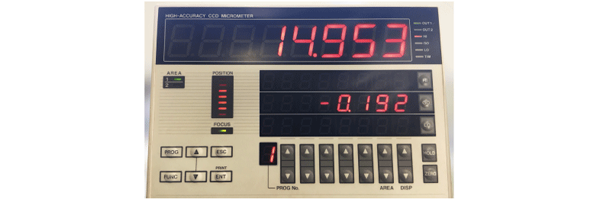
幅曲がり測定機とデータベース管理による製品検査
スリット検査後の従来手作業で行っていた品質検査に、幅曲がり測定機を導入して厳正な検査を実施しております。本システム導入により、従来では不可能だった1/1000mm単位の誤差まで正確に検査でき、より高品質の製品をお客様へお届けする事が可能となりました。
【幅・曲がり計測器(キーエンス製)】
従来では不可能だった1/1000mm単位の誤差まで正確に検査。パソコンと連携させ、データをダイレクトに入力し簡単な管理を行い、高精度で正確な検査結果を迅速に提供します。
パソコンと連動した計量測定システム
品質検査後の合格品の計量ラベル発行、計量リスト、梱包明細書の発行も計量システムの導入により、より厳正に且つ効率的に行っています。 本システム導入により、より正確、迅速に梱包・出荷までの作業を一貫して行うことができます。

まずはお気軽にお問い合わせください
福田メタルについて
ホームページを見る >| 社名 | 株式会社 福田メタル |
|---|---|
| 代表者 | 代表取締役 福田好文 |
| 所在地 | 〒336-0975 埼玉県さいたま市緑区大字代山705-1 |
| 設立 | 1994年5月10日 |
| 創業 | 1994年6月30日 |
| 取引銀行 |
青木信用金庫/南平支店 みずほ銀行/川口支店 武蔵野銀行/川口支店 |